


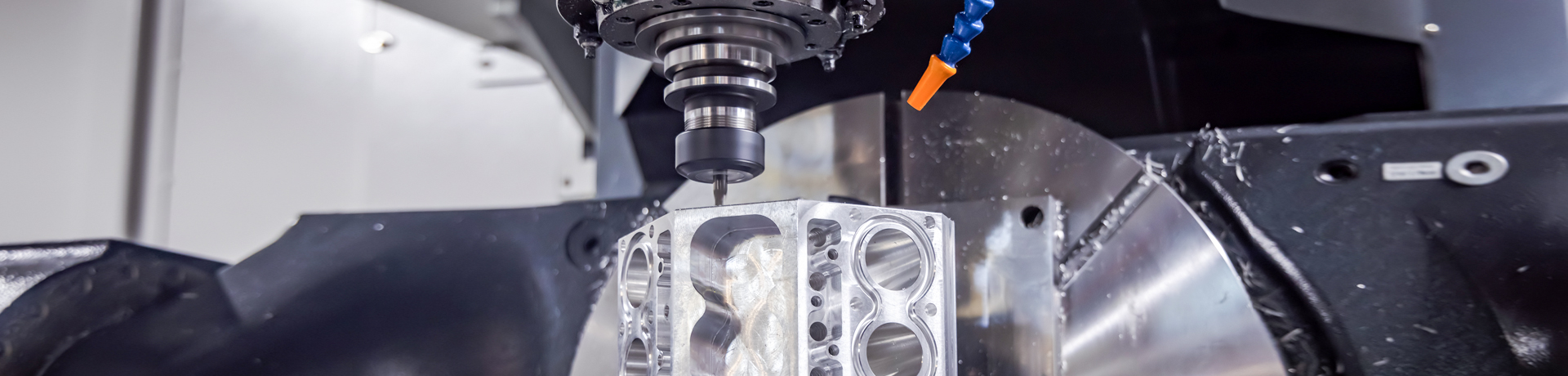

在精密注塑模具制造行业,模仁加工是整套模具生产周期里耗时最长、精度门槛最高的核心工序。模具型腔加工精度直接决定注塑成品的尺寸稳定性与外观表面质量,而模仁加工的精度上限,完全由机床整体刚性与长期精度保持能力决定。
东莞长安一家主营消费电子外壳模具的精密模具企业(下称“A公司”),2025年为升级淬火钢模仁精加工产能,引入山东高德数控VMC860立式加工中心。设备稳定运行近一年,模仁尺寸精度、曲面光洁度与整体加工效率均达标,解决了大件模仁外协、淬火钢振纹两大核心痛点。
一、客户背景与加工痛点
A公司坐落于东莞长安镇,专业生产手机外壳、蓝牙耳机外壳等消费电子精密注塑模具,年交付模具超300套。核心加工工件为模具型腔模仁、型芯,常用模具钢材为NAK80、718H、S136淬火钢;单件工件重量30kg-200kg,标准模仁外形尺寸400-550mm,型腔深度50-150mm。
采购VMC860之前,工厂仅配备一台X/Y行程500mm小型立式加工中心,仅能加工中小尺寸模仁,宽度超500mm的大件模仁只能外协代工,外协成本高、交付工期不可控。
同时S136淬火后硬度达到HRC48-52,对机床主轴、导轨刚性要求极高,旧设备加工淬火钢精加工曲面极易产生切削振纹,模仁表面光洁度波动大,无法满足消费电子高光外观件Ra0.2以下的工艺标准,后续必须额外上磨床返工,拉长生产周期。
A公司技术负责人表示:“消费电子模具外观面要求高光无痕,模仁光洁度必须稳定控制在Ra0.2以内。S136淬火钢材硬度高,机床刚性不足就会出现振纹,更换任何刀片都无法消除瑕疵。”
二、设备选型与核心配置方案
综合模仁外形尺寸、淬火钢材质硬度、高光曲面光洁度多重工艺要求,A公司最终选定高德数控VMC860立式加工中心,整机核心配置如下:
- 三轴行程:X800×Y600×Z600mm
- 工作台规格:1000×600mm,最大承载重量600kg
- 主轴系统:台湾丹铨BT40直联主轴,最高转速10000rpm,适配淬火钢曲面精加工
- 三轴导轨:台湾上银重载精密滚珠线轨,减振性能优异
- 传动丝杆:台湾上银P3级精密研磨滚珠丝杆
- 刀库配置:台湾冈田24把圆盘机械手刀库,满足模仁多工序连续加工
- 精度检测标准:德国VDI3441工业标准,出厂配备雷尼绍激光干涉仪全三轴精度检测
- 整机精度:定位精度±0.005mm/300mm,重复定位精度±0.003mm
- 床身铸件:HT300高强度米汉纳铸铁,多重人工时效去应力处理,长期精度不易变形
- 数控系统:发那科0i-MF 数控系统
选型阶段A公司重点考核三大指标:Y轴600mm行程能否覆盖550mm宽超大模仁、600kg工作台承重是否容纳模仁+工装夹具总重、10000rpm直联主轴在高硬度淬火钢精加工工况下的抗振与扭矩表现。
三、投产前后加工数据对比
设备投产满一年,企业针对模仁加工核心指标做完整数据对比,产能与精度提升效果清晰可见:
| 对比指标 | 原500行程立加+外协模式 | VMC860立式加工中心 |
|---|---|---|
| 大尺寸模仁加工方式 | 外协加工 | 工厂自主一站式加工 |
| 型腔尺寸精度 | 0.02~0.03mm | ≤0.015mm |
| S136淬火钢表面光洁度 | Ra0.3~0.4,需磨床返工 | Ra0.15~0.2,无需二次抛光 |
| 单套模仁加工周期 | 5~6天 | 3.5~4天 |
| 月产出模具套数 | 22~25套 | 30~35套 |
A公司技术负责人现场反馈:“600mmY轴加工550mm宽模仁预留充足装夹安全余量,S136淬火钢精加工表面稳定达到Ra0.2高光标准,省去磨床返工工序。整套模具交付周期直接缩短1~2天,月产能提升近40%。”
设备投产至今,工厂80%以上模仁加工全部转移至VMC860完成,原有500行程小型立加仅用于电极、小型镶件辅助加工,产能分配更加合理。
四、VMC860核心工艺优势落地表现
1. Y轴600mm大行程,适配宽幅模仁切削
企业主流模仁宽度集中480~550mm,旧500行程机床加工时刀具逼近行程极限,切削刚性大幅衰减。VMC860 Y轴600mm预留50~100mm安全切削区间,刀具全程稳定受力,型腔侧壁垂直度由0.03mm优化至0.015mm。
2. 10000rpm丹铨直联主轴,淬火钢精加工无振纹
S136淬火钢硬度HRC48-52,传统皮带主轴高转速区间扭矩衰减严重。VMC860搭载丹铨直联BT40主轴,φ6~φ10球头铣刀高速精加工曲面时转速稳定、输出扭力充足,搭配上银重载减振线轨,加工曲面无明显切削振纹,满足消费电子高光外观工艺。
3. 600kg大承重工作台,长期负载损耗更低
模仁+工装夹具总重通常200~300kg,VMC860 600kg额定承重预留充足安全负载,机床无需长期满负荷运行,丝杆、导轨磨损均匀,延长整机精度使用寿命。
4. HT300米汉纳铸铁床身,长期精度稳定不变形
精密模具加工对设备长期精度保持性要求严苛,VMC860床身采用高强度HT300米汉纳铸铁,多重人工时效消除铸造内应力。设备连续运行近一年后,使用雷尼绍激光干涉仪复检,三轴定位精度依旧稳定维持在±0.005mm标准内。
五、精密模具行业立式加工中心选型核心要点
结合A公司实际投产经验,针对注塑模具模仁加工,整理4条关键选型参考:
1. Y轴行程优先匹配工件最大宽度
模具行业极易忽略Y轴宽度,工件最大宽度建议比机床Y轴行程至少小50mm,预留刀具直径、装夹压板、走刀安全距离。宽度超500mm模仁优先选择Y600行程VMC860,而非Y500行程VMC850。
2. 淬火钢精加工优先直联主轴
S136、H13等淬火钢硬度HRC48-52,皮带主轴高速精加工扭矩不足易产生振纹;10000rpm直联主轴转速输出稳定,曲面高光加工效果更优。
3. 工作台承重预留充足余量
工件+工装夹具总重量不要超过机床额定承重70%,长期满载运行会加速导轨、丝杆磨损,缩短设备精度寿命。
4. 出厂精度必须带雷尼绍检测报告
采购模具加工设备时,要求厂家提供单台机床独立雷尼绍激光干涉仪检测报告,遵循德国VDI3441精度标准,试切时走圆弧曲面程序,直观验证光洁度与尺寸一致性。
六、常见客户问答FAQ
- Q:VMC860和VMC850立式加工中心怎么选?
A:两款机型X轴均为800mm,核心差异在Y、Z行程:VMC860 Y轴600mm、Z轴600mm,相比VMC850各多出100mm加工空间。工件宽度>500mm、型腔深度>500mm,直接选用VMC860。
- Q:淬火钢模具加工选线轨还是硬轨机床?
A:以曲面精加工、高光外观件为主的模具,重载滚珠线轨搭配直联主轴完全满足需求;如果以大余量淬火钢开粗为主要工序,硬轨机型刚性更强。A公司VMC860线轨机型针对S136高光精加工表现稳定。
- Q:如何判断一台机床能否加工高光淬火模仁?
A:两点验证:① 索要整机雷尼绍三轴精度检测报告,符合VDI3441标准;② 现场试切圆弧曲面工件,观察曲面是否存在振纹、尺寸波动是否稳定。
七、案例总结
东莞A模具厂的落地案例充分验证:针对消费电子精密注塑模具模仁加工场景,高德数控VMC860立式加工中心凭借600mm大Y轴行程、10000rpm丹铨直联主轴、HT300时效铸铁床身三大核心优势,完美解决宽幅模仁加工受限、淬火钢振纹、外协工期不可控三大行业痛点,长期精度保持能力、曲面光洁度与生产效率均大幅提升。
高德数控VMC系列立式加工中心规格齐全,覆盖VMC650~VMC1690全型号,三轴行程区间650mm~1600mm,适配小型塑胶模、大型压铸模、医疗器械模具加工。有模具加工需求的企业可预约厂区实地试切考察,携带工件图纸获取一对一专属设备选型方案。
声明:本文客户案例来源于真实投产使用反馈,设备参数以山东高德数控机床有限公司官方技术手册为准;设备配置、质保服务、报价条款以双方购销合同约定内容为最终依据。


 鲁ICP备15040921号-8
鲁ICP备15040921号-8 电话
电话
 产品中心
产品中心
 联系我们
联系我们